
Инструмент BRIGHETTI
![]()

участков валов


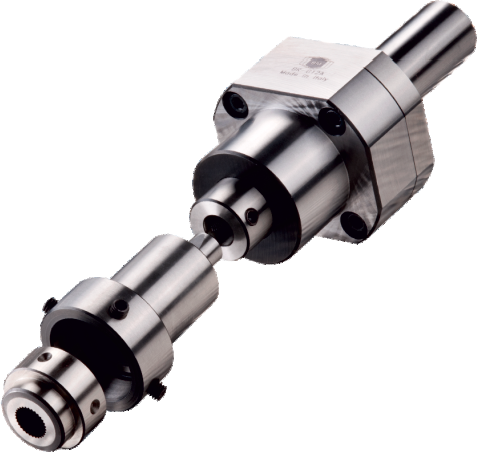
Ротационная прошивка



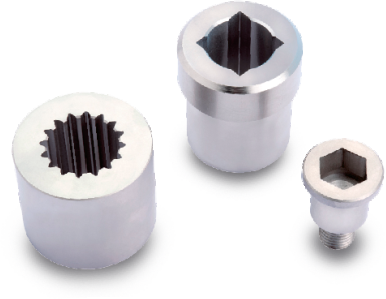
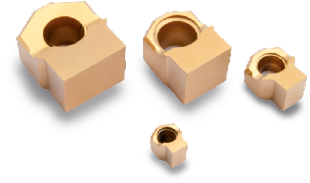
Технология ротационной прошивки позволяет выполнять отверстия различных форм: шестигранных, квадратных, треугольных, Torx, а так же специальных форм в соответствии с техническим заданием заказчика.
Прошивная головка устанавливается в револьверную головку либо в пиноль задней бабки токарного станка. В прошивной головке закрепляется сменный рабочий инструмент - прошивка. Прошивки могут применяться с различными видами покрытий.
Читать далее
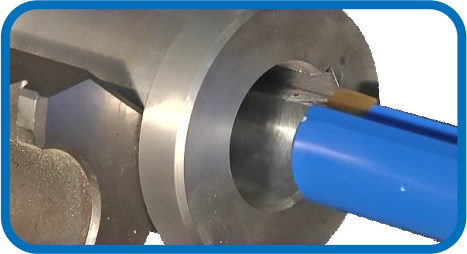
Обрабатываемая деталь с предварительно просверленным отверстием закрепляется в токарном патроне, детали сообщается вращательное движение на рекомендуемых оборотах. Далее подачей станка (перемещением по оси Z) прошивная головка состыкуется закрепленной прошивкой с предварительным отверстием в детали.
Устройство прошивной головки обеспечивает вращение установленной в ней прошивки вокруг своей оси и одновременно колебательное движение прошивки (величиной от 0,5 до 1,5 градусов в зависимости от типоразмера прошивной головки). После состыковки прошивки с торцем предварительного отверстия, прошивка начинает совершать вращательно-колебательное движение, что резко снижает усилие, необходимое для формообразования круглого отверстия в нужную форму. подачей задней бабки или револьверной головки по оси Z осуществляется продвижение прошивки внутри предварительного отверстия и формообразование прошиваемого отверстия в нужную форму.
Прошивные головки так же используются и на фрезерных станках, при этом вращается закрепленная в шпинделе станка прошивная головка, а закрепленная на столе фрезерного станка деталь неподвижна.
Ротационная прошивка головками Brighetti реализуется как на станках с ЧПУ, так и на универсальных станках.




Технические характеристики прошивных головок
| ТИП ПРОШИВНОЙ ГОЛОВКИ: BR | G5 | G8S | G8M | G8 | G12B | G12 | G12A* | G16 | G16L | G25 | |
| ХВОСТОВИК | Ø | 5 | 8 | 8 | 8 | 12 | 12 | 12 | 16 | 16 | 25 |
| РАЗМЕР КВАДРАТНЫХ ОТВЕРСТИЙ | мм | 1 - 4 | 1 - 6 | 1 - 6 | 1 - 8 | 1 - 10 | 1 - 12 | 1 - 12 | 1 - 16 | 5 - 22 | 10 - 25 |
| РАЗМЕР ШЕСТИГРАННЫХ ОТВЕРСТИЙ | мм | 1 - 6 | 1 - 8 | 1 - 8 | 1 - 10 | 1 - 14 | 1 - 14 | 1 - 14 | 1 - 24 | 5 - 28 | 10 - 40 |
| РАЗМЕР ОТВЕРСТИЙ TORX | Т | Т5-Т15 | Т5-Т15 | Т5-Т20 | Т5-Т30 | Т5-Т50 | Т5-Т50 | Т5-Т60 | |||
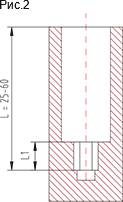
| ПОЛЕЗНАЯ ГЛУБИНА ПРОШИВАНИЯ (L1 рис. 2) | мм | ≤ 7 | ≤ 10 | ≤ 12 | ≤ 12 | ≤ 20 | ≤ 20 | ≤ 20 | ≤ 22 | ≤ 40 | ≤ 65 |
| MAX. ГЛУБИНА РАБОТЫ (L1 рис. 2) | мм | 7 | 14 | 14 | 14 | 20 | 20 | 25 - 60 | 21 | 40 | 65 |
| ТИП ПРОШИВНОЙ ГОЛОВКИ: BR | G5 | G8S | G8M | G8 | G12B | G12 | G12A* | G16 | G16L | G25 | |
| ХВОСТОВИК ЦИЛИНДРИЧЕСКИЙ | Ø | 8 | 10 | 10 | 12 | 19,05 | 25 | 19,05 | 25 | 32 | 32 |
| Ø | 10 | 12 | 12 | 16 | 20 | 32 | 20 | 32 | 40 | 40 | |
| Ø | 12 | 15,875 | 16 | 19,05 | 22 | 25 | |||||
| Ø | 15,875 | 16 | 19,05 | 20 | 25 | 25,40 | |||||
| Ø | 16 | 19,05 | 20 | 22 | 25,40 | 30 | |||||
| Ø | 19,05 | 20 | 25 | 25 | |||||||
| Ø | 20 | 25 | 25,40 | 25,40 | 32 | ||||||
| Ø | 22 | 25,40 | |||||||||
| ХВОСТОВИК КОНУС МОРЗЕ | 2 - 3 | 2 - 3 | 3 | 4 | 4 | ||||||
| ХВОСТОВИК ISO - DIN 69871 / DIN 2080 / BT | 30 - 40 | 30 - 40 | 40 | 40 - 50 | 40 - 50 | ||||||
| ХВОСТОВИК VDI | VDI 20 | VDI 30 | VDI 30 | VDI 40 | VDI 40 | ||||||
| VDI 30 | VDI 40 | VDI 40 | |||||||||
| ХВОСТОВИК HSK | HSK 40 | HSK 40 | |||||||||
| HSK 50 | HSK 50 | HSK 50 | HSK 50 | HSK 50 | |||||||
| HSK 63 | HSK 63 | HSK 63 | HSK 63 | HSK 63 | |||||||
Размер и вес
| ТИП ПРОШИВНОЙ ГОЛОВКИ: BR | G5 | G8S | G8M | G8 | G12B | G12 | G12A* | G16 | G16L | G25 | |
|
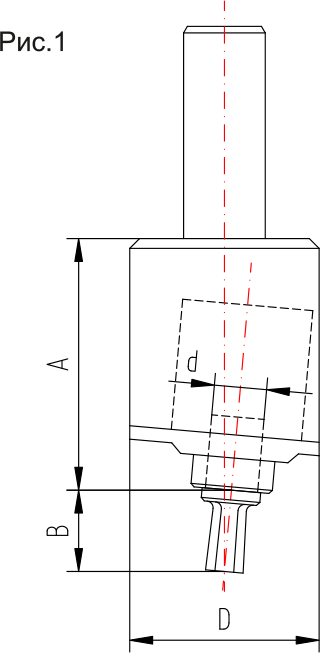
ДИАМЕТР ХВОСТОВИКА ПРОШИВКИ ("d" рис. 1) |
Ø | 5 | 8 | 8 | 8 | 12 | 12 | 12 | 16 | 16 | 25 |
| РАЗМЕРЫ КОРПУСА ("AxD" рис. 1) | мм | 34x22 | 27.5x35 | 48x28 | 46x35 | 55x45 | 78x58 | 80x72 | 95x70 | 105x90 | 105x98 |
| ВЫЛЕТ ПРОШИВКИ ("B" рис. 1) | мм | 10 | 18 | 18 | 18 | 25 | 25 | 25-60 | 25 | 45 | 70 |
| ВЕС | гр | 110 | 410 | 225 | 470 | 750 | 1460 | 1580 | 2550 | 4400 | 5100 |
Формообразование поверхности участков валов




Прошивные головки применяются для формообразования участков наружных цилиндрических поверхностей формы вала в профиль с заданным поперечным сечением с применением специальных матриц, устанавливаемых на головку через адаптер. Матрица в адаптере совершает колебательно-поступательные движения формируя профиль, соответствующий форме отверстия матрицы. Технология позволяет получать точные шлицевые, эвольвентные, звездообразные и другие виды поперечных сечений в соответствии с техническим заданием заказчика.
Долбление пазов

Специальный инструмент для долбления внутренних шпоночных пазов и канавок в сквозных и несквозных отверстиях на станках с ЧПУ. Позволяет обрабатывать точные пазы на станке с ЧПУ за один установ после цикла точения, сверления и фрезерования, что является экономичным решением, заменяющим необходимость в отдельном долбежном станке. Читать далее Предлагается два вида систем - ВТ и ВТА. Система ВТ представляет собой инструмент со сменной пластиной, предназначена для применения на станках с ЧПУ (токарных, фрезерных) с осью Y, а так же на долбежных станках. Система ВТА представляет собой инструмент со сменной пластиной и эксцентриковой градуированной втулкой, позволяющая вести обработку пазов на станках без оси Y. Эксцентриковая регулировочная втулка позволяет выполнять нужную настройку положения инструмента относительно обрабатываемой детали. Система ВТА является запатентованным инновационным решением в области обработки внутренних пазов на станках с ЧПУ.


ООО «МАШСЕРВИС» ОФИЦИАЛЬНЫЙ ДИСТРИБЬЮТОР BRIGHETTI MECCANICA