
Содержание:
Для чего необходима заточка
Фрезы, как и другие режущие инструменты, изнашиваются в ходе использования. Срезая обрабатываемый материал, кромки постепенно стачиваются и теряют остроту, что приводит к снижению точности обработки, появлению стружки с рваными краями и т. д. Затачивание – это процесс восстановления лезвий фрезы вручную или на специальном оборудовании.
Главная цель заточки – улучшить режущую способность инструмента, вернуть ему возможность обрабатывать детали с заданной точностью. Ещё один базовый параметр, на который она влияет – шероховатость. Под шероховатостью понимается микрогеометрия обработанной поверхности, наличие впадин и выступов на ней.
Итак, точение режущих частей может потребоваться инструменту в результате износа. Сам износ может быть:
- абразивным – материал разрушается из-за срезания более высокопрочными и твердыми частицами;
- адгезионным – разрушение происходит на молекулярном уровне взаимодействия двух поверхностей, когда их частицы схватываются или свариваются друг с другом;
- диффузионным – износ в результате взаимного проникновения микрочастиц.
Повреждения начинают критично влиять на качество деталей только на определенном уровне, поэтому на производстве используют понятие оптимального износа. Эта величина меняется в зависимости от инструмента, вида обработки (черновая/чистовая) используемых материалов и других условий.
Методы затачивания
На производстве фрезы затачивают тремя способами: вручную, на станке, либо при помощи оборудования с ЧПУ. Рассмотрим каждый из них в отдельности.
Ручной способ предполагает обработку режущих поверхностей подручным инструментом, например, алмазным брусом. Процесс выглядит так:
- брусок предварительно смачивают в мыльном растворе и закрепляют на верстаке, фрезу освобождают от направляющего подшипника и промывают в растворителе;
- кромки затачивают возвратно-поступательными движениями, используя одинаковую силу и число нажатий, чтобы нагрузка на режущие части ложилась равномерно;
- обновленный таким образом инструмент проверяют на качество реза на пробной заготовке.
Этот метод используют в основном для фрез по вязким материалам – дереву, меди, алюминию и некоторым другим металлам. В качестве альтернативы алмазному бруску можно взять наждачную бумагу и закрепить ее на плоской поверхности (столешница, станина).
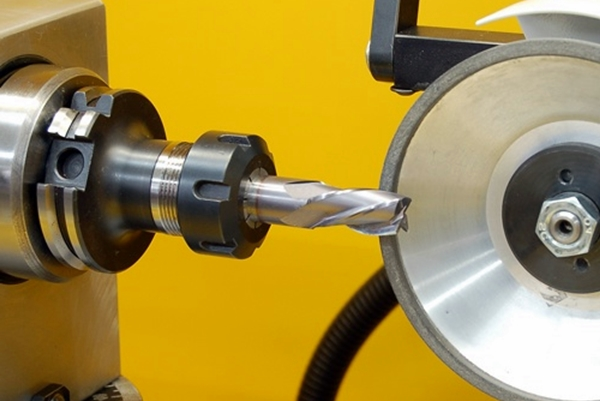
Инструменты для работы со сталью и твердыми металлами затачивают на специальных станках. Чтобы наточить торцевые зубцы, оснастку ставят горизонтально при помощи градуированного кольца или обычного угольника. В процессе работы точильщик регулирует угол точения, наклоняя шпиндель или двигая круг в вертикальном направлении.
Работа с боковыми кромками проходит несколько иначе:
- фрезу фиксируют в цанге;
- иглу-копир ставят в максимально высокую позицию, в которой кончик соприкасается с внешним краем канавки;
- точильный круг устанавливают так, чтобы его наружная кромка совпала с иглой;
- после запуска станка круг приближают к обрабатываемому инструменту до появления искр;
- шпиндель с фрезой втягивают до тех пор, пока кромка не заточится по всей длине с учетом заданной толщины срезаемого слоя;
- при необходимости процесс повторяют, а затем так же обрабатывают остальные зубья.
Затачивание на оборудовании с ЧПУ – самый точный метод благодаря тому, что вся работа при правильно выстроенных параметрах проходит в автоматическом режиме. Все, что нужно сделать мастеру – выставить нужные значения и закрепить инструмент в шпинделе.
Концевые спиральные фрезеровальные инструменты техника с ЧПУ затачивает при одновременном вращении и подаче смазочно-охлаждающей жидкости. Как правило, для более четкого результата на каждой грани делают по несколько грубых и несколько «финишных» проходов. Задача последних – отшлифовать поверхность до зеркального блеска.
Влияние заточки на качество обработки
От того, насколько правильно организован процесс, зависит множество параметров. В первую очередь это точность и чистота реза. Они определяют допустимые отклонения в размерах готовых изделий. Если кромки обрабатывались равномерно по всей поверхности с одинаковой силой воздействия, точность будет высокой.
Важнейшая характеристика для затачивания фрез – угол обработки. Он зависит от типа оснастки и формы резцов (острозаточенные или затылованные), материала и марки изделия. Найти точные значения углов можно в ГОСТах или технических справочниках.
Неправильно выбранное или нарушенное в ходе обработки значение приведет к увеличению биения и быстрому разрушению кромок без возможности восстановить их форму.
Как выбрать способ точения
Метод затачивания и оснащение зависят от двух параметров: типа инструмента и материала, которым его нужно обработать. Рассмотрим каждый из них подробнее.
По типу фрезы
Если оснастку нужно заточить по наружной поверхности, применяют мелкоабразивные чашечные круги. Твердосплавные режущие инструменты можно точить на высоких оборотах, а изделия из инструментальной или быстрорежущей стали – только на низких и средних.
Дисковые фрезы затачивают по особой технологии:
- внутреннюю режущую кромку обрабатывают тонким абразивным кругом, двигающимся под прямым углом к плоскости диска;
- тыльную сторону тщательно шлифуют, проворачивая диск на 2-5 зубьев после каждого из проходов;
- для шлифовки подбирают шаг, некратный общему числу зубцов (например, у дисков с 20 кромками выбирают шаг в 3 зуба) – так обеспечивается равномерность обработки.
Похожим способом проходит заточка червячных фрез по металлу. Сначала точильным кругом обрабатывают их рабочую плоскость, а затем шлифуют тыльную часть, проверяя форму впадины зубьев по заранее подготовленному шаблону. Допущенные в ходе точения ошибки можно исправить на ЧПУ-станке.
По обрабатываемому материалу
От состава приспособления для точения зависит успех всего процесса. На производстве чаще всего используют абразивные элементы на основе следующих соединений:
- Алмаз. Алмазные бруски нередко применяют для переточки режущих инструментов из твердых сплавов;
- Эльбор. Твердый материал, который подходит для оснастки из быстрорежущей стали с высокой производительностью;
- Электрокорунд. Создано на основе оксида алюминия, пригодно для инструментальных стальных фрез с нормальным уровнем производительности.
При выборе материала важно учитывать его зернистость, которая напрямую влияет на класс чистоты при обработке. Кроме того, важна термостойкость и форма изделия (чашечная, тарельчатая, плоская) – она влияет на способ затачивания.
Рекомендации по технике безопасности и повышению качества точения
Вне зависимости от выбранных техник и материалов, работа требует соблюдения базовых норм ТБ:
- использование только исправного оборудования;
- наличие заземления;
- забота о мерах противопожарной безопасности;
- применение СИЗ для защиты глаз и органов дыхания от искр и мелких частиц.
Качество работ определяется несколькими способами. После заточки фрезу по металлу осматривают под увеличительным стеклом. Чтобы быстрее обнаружить возможные дефекты на твердосплавном инструменте, на него наносят керосин – он делает видимыми микротрещины. Различные риски, сколы и нарушения формы обработанных кромок – признак некачественной обработки.
Для замера углов зубьев применяют угломеры – маятниковые либо специальные. Использования оснастки с серьезными дефектами недопустимо, так как она быстро выходит из строя и может привести к увеличению брака на производстве.
Чтобы заточить оснастку правильно, стоит соблюдать следующие рекомендации:
- Допуск биения обрабатываемого инструмента должен быть больше того же суммарного значения у шпинделя, оправки и приспособления.
- При ручной или станочной обработке без ЧПУ перемещение оснастки должно быть равномерным и плавным. Основные механизмы подач не должны стопориться или заедать.
- Для точения лучше подобрать шпиндель с высокой устойчивостью к вибрациям.
- Не следует использовать в качестве СОЖ обычную воду – она может снизить качество точения и со временем приводит к коррозии элементов станка.
- Следует соблюдать предельные значения по радиальному и осевому биению до 0,01 мм.
Если в ходе контроля на режущих гранях обнаружились дефекты, доводку делают на специальных станках. Задача процедуры – снять поврежденный слой металла и повысить чистоту поверхности.
Заключение
Заточка оснастки для металлообработки – технологически сложный процесс, который требует не только подходящего оборудования под каждый тип инструмента, но и строгого следования определенным техникам и правилам. Корректный выбор материала для работы, соблюдение нужного усилия и угла наклона при ручной, и умение работать с ЧПУ при автоматической обработке – базовые условия для качественного затачивания.