
Сверление отверстий в заготовках и деталях может осуществляться как по разметке, так и по кондуктору. При выполнении работ следует придерживаться определенных рекомендаций:
- При сверлении сквозных отверстий нужно обратить внимание на способ крепления заготовки. В тех случаях, когда ее крепят на столе, используют подкладку, благодаря которой будет возможен свободный выход режущего инструмента после обработки.
- Подводку режущего инструмента к обрабатываемой заготовке выполняют после того, как будет включено вращение шпинделя. Во время подводки следят за тем, чтобы нагрузка на сверло при соприкосновении с поверхностью заготовки была минимальной.
- Остановку шпинделя необходимо производить после того, как сверло вышло из материала. Если остановить вращение шпинделя до выхода сверла, то это с большой долей вероятности приведет к повреждению режущей кромки самого сверла.
- Если во время процесса сверления заготовки возникают посторонние шумы, вибрации, которые возникают при нарушении технологии или деформаций сверла, то следует сначала вывести режущий инструмент из заготовки, а потом остановить вращение шпинделя и работу станка.
- Для высверливания отверстий с глубиной в 5 раз больше, чем его диаметр, во время выполнения работы следует время от времени выводить сверло из обрабатываемой заготовки. Это требуется, во-первых, для удаления стружки, а, во-вторых, для смазки, что способствует защите сверла от поломок и затупления.
- При выполнении операций по сверлению больших отверстий с диаметром свыше 25 мм обработку следует выполнять в поэтапно, включая рассверливание/зенкирование.
- Сверление деталей из стальных или других сплавов с большой вязкостью выполняют с применением СОЖ для защиты сверла от износа.
- Сверлить заготовки необходимо только в тех режимах, которые указываются в технологических картах или справочных таблицах.
Сверление по разметке
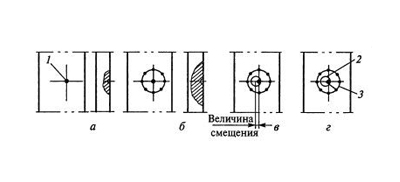
Рис. 1. Сверление отверстий по разметке:
а – разметка и кернение центра отверстия; б – разметка и кернение контрольной окружности; в – увод сверла от центра отверстия; г – исправление направления сверла; 1 – след от кернера; 2 – канавка от предварительно просверленного отверстия; 3 – обработанное отверстие
Данный вид обработки заготовок выполняется в несколько этапов:
- предварительное.
- окончательное.
При предварительном сверлении высверливают небольшое отверстие (0,25d). Далее отводят шпиндель со сверлом для проверки подготовленного отверстия с исходной разметкой.
При удовлетворительном результате предварительного сверления (рис. 1, б) осуществляют окончательную обработку, для чего продолжают работу до выхода режущего инструмента из детали. В случае возникновения скоса и ухода высверливаемого отверстия (рис. 1, в) выполняют корректировку посредством крейцмейселя — прорубаются канавки в том направление, куда необходимо сместить отверстие (рис. 1, г). Благодаря направляющим для сверла задается направление в нужную сторону для исправления скоса.
Сверление по кондуктору
Кондукторы предназначены для направления режущего инструмента станка во время операций по высверливанию, а также для фиксации детали с учетом заданных требований. Применение специальных конструкций позволяет задать направление, повысить точность при обработке деталей. При сверлении мастер производит установку кондуктора и заготовки, удаляет их, а также вкл/выкл подачу шпинделя.
Сквозные и глухие отверстия
При обработке деталей выделяют 2 типа отверстий:
- сквозные, которые проходят насквозь по всей толщине обрабатываемой заготовки;
- глухие, высверливание которых выполняется на заданную длину.
Сверлениесквозных отверстий значительно отличается от высверливания глухих отверстий. Во время высверливания отверстий первого типа при выходе режущего инструмента из заготовки сопротивление обрабатываемой детали снижается скачками. Нужно помнить, что если скорость вращения шпинделя во время выхода сверла не уменьшить, то это может привести к заклиниванию и, как правило, поломкам режущего инструмента. Нередко это происходит во время обработки заготовок малой толщины, где требуется просверливание как прерывистых отверстий, так и отверстий, располагающихся под углом 90˚ относительно друг друга. По этой причине операция сверления в данных случаях выполняется на большой скорости подачи шпинделя. Ближе к концу просверливания следует отключить скорость передачи и выполнить досверливание уже вручную с меньшей скоростью.
Сверление заготовок с ручной подачей режущего инструмента выполняется также со снижением скорости подачи до выхода сверла. При этом обработка выполняется плавным образом, без рывков.
Глухие отверстия получают одним из трех способов:
- В случае, если станок оснащен специальным устройством для автоматического отключении скорости при достижении режущим инструментом определенной глубины, то перед выполнением операции сверления его настраивают соответствующим образом на конкретную глубину.
- В случаях, когда на станке не предусмотрены данные устройства, определить глубину обработки можно посредством применения патрона (рис. 2, а), у которого имеется возможность регулировки упора. Втулка перемещается и устанавливается на конкретную глубину обработки. При помощи патрона можно добиться точности глубины 0,1-0,5 мм.
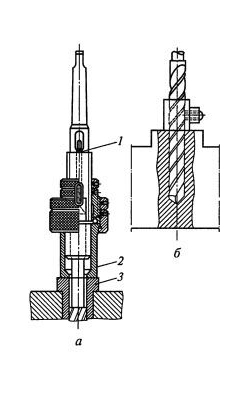
Рис. 2. Приспособление для ограничения движения подачи шпинделя:
а – патрон с регулируемым упором; б – упорное кольцо; 1 – корпус патрона со сверлом; 2 – упорная втулка; 3 – кондукторная втулка
- В тех случаях, когда высокая точность не требуется, можно применять упор в виде втулки, который закрепляется на режущем инструмента (рис. 2, б). Подача шпинделя осуществляется до момента углубления сверла в детали до заданной отметки.
Кроме того, глубину во время сверления глухих отверстий в заготовках можно проверить и при помощи специального инструмента — глубиномера. Однако в данном случае возникают дополнительные временные затраты, поскольку во время сверления необходимо будет выводить режущий инструмент из отверстия.
Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.